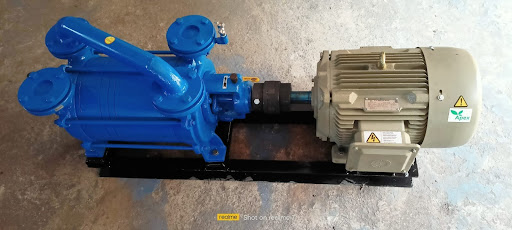



پمپ های صنعتی بین المللی نفت
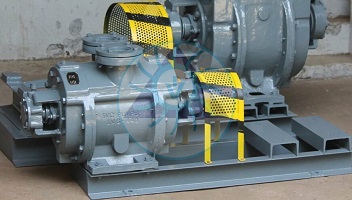
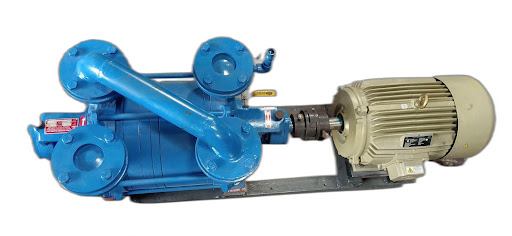
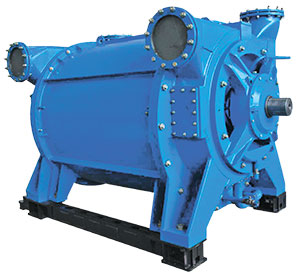
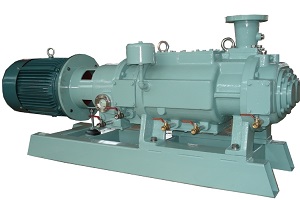
پمپ های صنعتی بین المللی نفت انواع پمپ صنعتی مورد استفاده در صنایع انواع مختلفی از پمپهای صنعتی وجود دارد که دارای عملکرد یکسان ولی با فنّاوری ساخت متفاوتی نسبت به یکدیگر هستند. مفهوم اصلی پمپ آب، استفاده از یک موتور برای تبدیل انرژی دورانی یا انرژی جنبشی به انرژی برای حرکت سیال یا برای…