«آبکاری» (Electroplating)، فرآیند اندود کردن یک فلز بر روی فلز دیگر به کمک هیدرولیز است. از این فرآیند در لوازم تزئینی یا جلوگیری از خوردگی فلزات استفاده میشود. همچنین انواع مختلفی از آن با نامهای آبکاری مس، آبکاری نقره و آبکاری کروم وجود دارد. این روش به کارخانههای سازنده کمک میکند تا از فلزات ارزانقیمت همچون روی و استیل در بیشتر محصولات خود استفاده کنند و برای زیبایی، حفاظت و دیگر خواص مورد نظر، روکشی از فلزات دیگر بر آنها قرار دهند. سطوحی که روکش فلزات بر روی آنها قرار میگیرد حتی میتوانند از جنس پلاستیک نیز باشند.
فهرست مطالب این نوشته پنهان کردن
۱٫ مقدمه
۱٫۱٫ کاتد و آند
۲٫ فرآیند
۳٫ آبکاری پلاستیکها
۴٫ آبکاری پالسی
۵٫ رسوب الکترولس
۶٫ تاثیرات
مقدمه
در مواقعی، محصولاتی که در منزل استفاده میکنیم ممکن است در محیطهای خشک کاربرد داشته و به دور از خوردگی باشند. این نوع از محصولات به طور معمول شامل لایهای نازک از طلا یا نقره هستند که برای ما جذابیت ایجاد میکنند. آبکاری به طور گسترده در خودروسازی، هواپیماها، جواهرات و اسباببازیها کاربرد دارد. فرآیند کلی در آبکاری، استفاده از یک سلول الکترولیتی را شامل میشود. این سلول در حقیقت دارای تیغههایی با بار منفی در داخل محلولی با نمکهای فلزی است که یونهای این محلول بار الکتریکی مثبت دارند. اهداف اصلی در آبکاری عبارتند از: بهبود ظاهر کالا، حفاظت، حصول خواص سطحی ویژه و همچنین دستیابی به خواص مکانیکی و مهندسی کردن آنها.
کاتد و آند
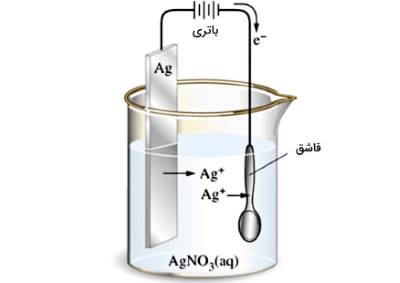
بخشی که نیاز به آبکاری دارد، کاتد است. در یک روش، آند از فلزی ساخته شده که نیاز داریم بر روی فلز دیگر اندود شود. هر دو جزء در محلول الکترولیت غوطهور میشوند. یک منبع تغذیه، جریان مستقیمی را بر آند اعمال میکند. این کار سبب اکسید شدن آند و حل شدن یونهای آن در الکترولیت میشود. در بخش کاتد، یونهای فلزی حلشده داخل الکترولیت در مرز سطح بین محلول و کاتد کاهش مییابند. این کار سبب اندود شدن یونها روی کاتد میشود. نرخ حل شدن آند در الکترولیت با نرخ کاتد آبکاری شده برابر است. در نتیجه یونهای محلول در الکترولیت همواره از طریق آند تغذیه میشوند.
روش دیگر در آبکاری، استفاده از آندی مانند مس یا کربن است که در طول فرآیند مصرف نمیشود. در این روش، یونهای فلزِ تحت آبکاری، باید به طور منظم در الکترولیت تامین شوند چرا که غلظت این یونها کاهش مییابد. ذکر این نکته ضروری است که نوع الکترولیت استفاده شده در فرآیند بسته به هدف نهایی متفاوت است. الکترولیتها میتوانند اسیدی، بازی یا شامل نمکهای فلزی و مذاب باشند. علاوه بر این، الکترولیتها در تعیین هدف فرآیند موثر هستند. این اهداف ممکن است شامل جلوگیری از خوردگی، افزایش مقاومت، درخشش، استقامت مکانیکی و چکشخواری باشند.
فرآیند
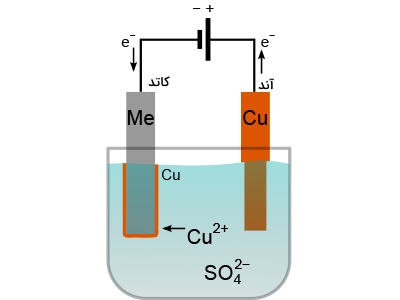
کاتیونها و آنیونها در کنار یکدیگر داخل محلول حضور دارند. به عبارت دیگر، کاتیونها در کاتد کاهش پیدا میکنند. در این حالت، کاتیونها با رسوب کردن روی کاتد، لایه ظرفیت خود را تکمیل میکنند. به طور مثال در آبکاری مس، این عنصر در سطح آند و داخل یک محلول اسیدی، با از دست دادن دو الکترون اکسید میشود. یون Cu2+
در محلول با آنیون SO2–۴ همراه میشود تا کروم (II) سولفات را تشکیل دهد. در سطح کاتد، یون Cu2+
با جذب دو الکترون به فلز مس کاهش پیدا میکند. نتیجه این کار، انتقال موثر مس از سطح آن و آبکاری آن در سطح کاتد است.
این فرآیند به طور معمول شامل یک عنصر فلزی است و آلیاژ را شامل نمیشود اما برخی از آلیاژها مانند لحیم و برنج میتوانند آبکاری شوند. آلیاژهای آبکاری شده به معنای حقیقی آلیاژ نیستند بلکه بلورهای ناپیوستهای هستند که آبکاری شدهاند.
بسیاری از حمامهای مخصوص این فرآیند علاوه بر داشتن سیانیدِ فلزی که برای آبکاری در نظر گرفته شده است، سیانیدِ فلزات دیگری را نیز شامل میشوند. این سیانیدهای آزاد سبب سادگی خوردگی در بخش آند، تامین یون فلز و هدایت الکتریکی در محلول میشوند. علاوه بر این، نافلزاتی همچون کربناتها و فسفاتها برای افزایش هدایت الکتریکی به الکترولیت اضافه میشوند. زمانی که در بخشهایی از کالای مورد نظر، نیاز به آبکاری نباشد، برای جلوگیری از آبکاری این قسمتها از موادی مانند چسب نواری، فویل، لاک و وکس استفاده میشود. کیفیت یک آبکاری موسوم به «قدرت پرتاب» (Throwing Power) است. هرقدر قدرت پرتاب در یک فرآیند بیشتر باشد، محصول نهایی یکنواختتر اندود شده است.

کلید آبکاری شده با برنج
آبکاری پلاستیکها
پلاستیکها به سبب قیمت ارزان و انعطاف پذیری بالا، در قرن بیستم از محبوبیت خاصی برخوردار شدند. کافی است تا پلاستیکها را با لایهای از فلز اندود کنیم تا تمامی خواص پلاستیک با زیبایی و جلای فلزی نیز همراه شود. بسیاری از پلاستیکها همچون نایلون و پلیکربناتها این قابلیت را دارند. برای اینکه بتوان از این قابلیت در پلاستیکها که هادی الکتریسیته نیستند استفاده کرد باید فرآیندهایی را روی آن اعمال کرد تا قابلیت هدایت الکتریکی پیدا کنند. ابتدا با روشهای مختلفی این پلاستیکها از گرد و خاک پاکسازی و بعد از آن با اسید و در حضور یک کاتالیست شستشو داده میشوند. در مرحله بعد، پلاستیکها را داخل حمامی از نیکل یا مس فرو میبرند. این کار سبب تشکیل پوشش بسیار نازکی از فلز روی پلاستیک میشود. بعد از این مرحله، پلاستیکها را میتوان همانند دیگر فلزات در این واکنشها شرکت داد.

آبکاری پلاستیک
آبکاری پالسی
یک روش برای ارتقای این فرآیند، استفاده از «آبکاری پالسی» (Pulse Electroplating) است. این روش که با نام «رسوب پالسی» (Pulse Electrodeposition) نیز شناخته میشود را به اختصار با PED نشان میدهند. با تغییر عرض و دامنه پالسها، میتوان ضخامت و ترکیب لایه رسوبی را تغییر داد.
رسوب الکترولس
به طور معمول، یک سلول الکترولیتی شامل الکترولیت، منبع تغذیه و دو الکترود است. در مقابل، روش «رسوب الکترولس» (Electroless Deposition)، تنها از یک الکترود و بدون منبع تغذیه استفاده میکند. اما محلول مورد استفاده در روش الکترولس نیازمند حضور عوامل کاهنده است. به طور مثال در فرآیند الکترولس نیکل، از «هیپوفسفیتها» (Hypophosphite) به عنوان عوامل کاهنده استفاده میشود. همچنین به هنگام آبکاری فلزاتی مانند نقره، طلا و مس، عموما از آلدهیدها با جرم مولکولی پایین بهره میگیرند.

آبکاری الکترولس نیکل
تاثیرات
فرآیندهای ذکر شده موجب تغییرات در خواص شیمیایی، فیزیکی و مکانیکی ماده مورد نظر میشود. نمونهای از تغییر شیمیایی را در آبکاری نیکل میتوان پیدا کرد که افزایش مقاومت آن در برابر خوردگی را به همراه دارد. تغییرات ظاهری محصول را میتوان به عنوان تغییر فیزیکی در نظر گرفت. تغییر در «مقاومت کششی» (Tensile Strength) یا «سختی سطح» (Surface Hardness) نیز از نمونههای تغییر مکانیکی است.